
When handling bulk solid materials, the choice of a conveying system directly influences operational efficiency, product integrity, and overall cost-effectiveness. The right system must match the material characteristics, the processing environment, and your production demands. In this comprehensive guide, we explore the different types of conveying systems for bulk solids—including belt conveyors, pneumatic conveyors, and screw conveyors—to help determine the optimal solution for your specific needs.
Understanding Bulk Solid Material Properties
Before selecting a conveying system, it is crucial to assess the properties of the bulk solids being handled. Key factors include:
- Particle Size and Distribution
- Moisture Content
- Bulk Density
- Abrasiveness and Friability
- Temperature Sensitivity
- Flow Characteristics
Different materials behave differently during transportation. Fine powders, for instance, may cause dusting or clogging, while fragile materials may degrade under high mechanical stress. These physical properties will directly influence which conveying system is most suitable.
Belt Conveyors: Cost-Efficient and Versatile
Belt conveyors are among the most commonly used systems in bulk material handling. They consist of a continuous belt that moves between two pulleys, transporting materials along a fixed path.
Advantages of Belt Conveyors
- High capacity and ability to move large volumes over long distances
- Gentle handling of materials, minimizing degradation
- Low energy consumption compared to pneumatic systems
- Versatile layout options, including inclines and curves
Ideal Applications
Belt conveyors are ideal for free-flowing bulk solids like grain, coal, ore, and aggregates. However, they are not suitable for sticky or cohesive materials that might adhere to the belt and cause maintenance issues.
Pneumatic Conveyors: Clean and Enclosed Transport
Pneumatic conveying systems use air pressure or vacuum to move bulk solids through enclosed pipelines. This system is best suited for applications that require dust control, hygiene, and flexibility in routing.
Types of Pneumatic Systems
- Dilute Phase Conveying: Uses high-velocity air to suspend particles in the stream
- Dense Phase Conveying: Moves materials at slower velocities in a slug or plug flow for gentle handling
Advantages of Pneumatic Conveyors
- Fully enclosed system—prevents contamination and dust emissions
- Flexible routing—easily fits around existing equipment
- Low maintenance—few moving parts
- Ideal for toxic, hazardous, or fine powders
Ideal Applications
Pneumatic systems are commonly used in industries like pharmaceuticals, food processing, and chemical manufacturing, where cleanliness and containment are critical.
Screw Conveyors: Compact and Controlled
Screw conveyors use a rotating helical screw blade (flighting) to move materials through a tube or trough. They offer precise control of material flow and are ideal for short-distance transport.
Advantages of Screw Conveyors
- Compact design—fits into tight spaces
- Controlled feed rate—ideal for batching and dosing applications
- Can handle a variety of materials, including semi-solid and viscous types
- Can be heated or cooled via jacketed systems for process integration
Limitations
Screw conveyors are less suitable for long-distance transport due to mechanical inefficiencies and are not ideal for fragile materials due to the potential for breakage.
Ideal Applications
Screw conveyors are widely used in wastewater treatment, cement, biomass processing, and agriculture. They’re excellent for handling sticky, cohesive, or slow-moving bulk solids.
Comparative Analysis: Choosing the Right Conveyor
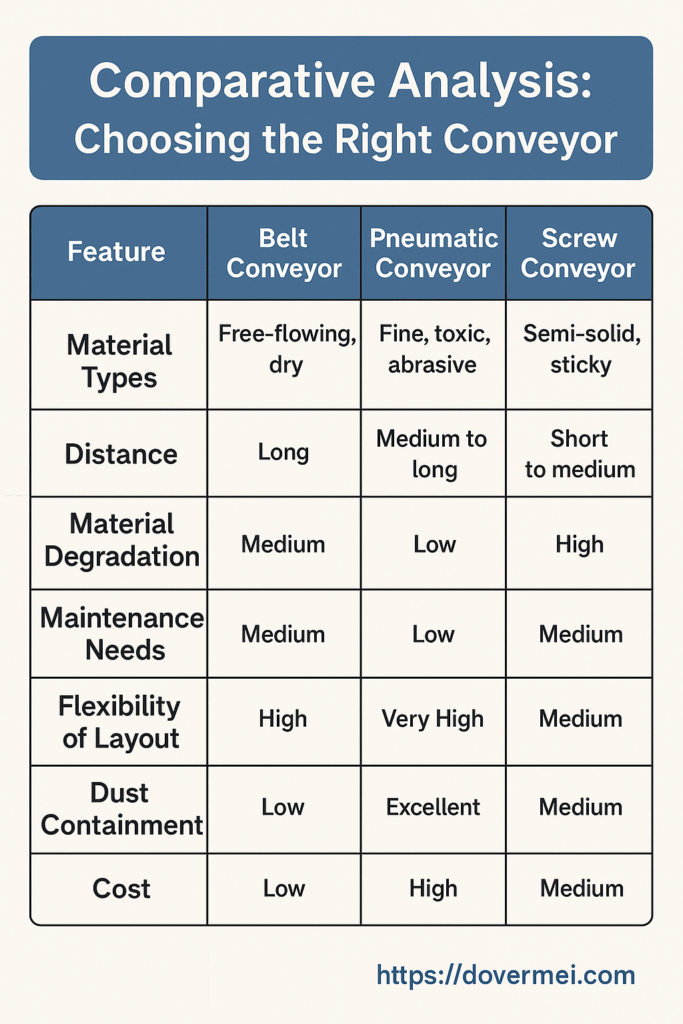
Key Criteria to Consider When Selecting a Conveying System
To make the best decision, consider the following:
1. Material Behavior
Flowability, abrasiveness, and fragility must guide your decision. Materials that are prone to bridging or clogging may require systems with agitation or vibration.
2. Throughput Requirements
How much material must be moved per hour? High-volume operations may benefit from belt conveyors, while precision applications might lean toward screw conveyors.
3. Distance and Routing Constraints
Long, straight paths suit belt conveyors; complex or vertical routing often calls for pneumatic systems.
4. Environmental Conditions
Outdoor use, moisture exposure, or explosive dust environments may influence the design, material selection, and safety features of the conveying system.
5. Regulatory Compliance
In sectors like food, pharma, and chemical, equipment must meet FDA, USDA, or ATEX standards. Pneumatic conveyors typically offer better solutions for such needs.
Integration with Other Systems
Conveying systems don’t operate in isolation. Integration with weighing, feeding, mixing, or bagging equipment is often necessary. Choose a conveying solution that can seamlessly connect with upstream and downstream processes to enhance productivity and reduce downtime.
Customization and Engineering Support
Off-the-shelf solutions rarely meet the nuanced demands of complex processing environments. Work with a partner who provides:
- Custom engineering and layout planning
- Material testing and feasibility analysis
- Installation and commissioning support
- Long-term maintenance and parts supply
Conclusion: Partner with DoverMEI for the Right Conveying System
At DoverMEI, we specialize in custom-engineered conveying systems for a wide range of industries. Whether you’re handling abrasive minerals, delicate food powders, or cohesive waste materials, our team will assess your material properties, layout constraints, and process goals to deliver a precise, efficient, and compliant conveying solution.
 📞 Contact us today at (864) 473-5054 or sales@dovermei.com to speak with an experienced engineer. Let’s build a system that elevates your productivity and safeguards your materials.
📞 Contact us today at (864) 473-5054 or sales@dovermei.com to speak with an experienced engineer. Let’s build a system that elevates your productivity and safeguards your materials.